3D-printen, je hoort er steeds meer over. Het wordt gebruikt in de automotive industry, de medische sector, binnen de luchtvaart en zelfs de foodindustrie heeft deze nieuwe techniek al ingezet. De mogelijkheden lijken hiermee wel eindeloos. Dus de kans is groot dat je er zelf ook mee wilt beginnen, maar dit kan soms nog tegenvallen. Laat je echter niet te snel uit het veld slaan, deze techniek is namelijk te leuk om niet te gebruiken!
Daar is ie dan, jouw onlangs aangeschafte FDM printer. Vers uit de doos, klaar voor veel experimenteren, finetunen, maar uiteindelijk ook gewoon printen. Nadat de printer eventueel is gemonteerd (DIY printers), wordt deze ingeschakeld. Na het inladen van de juiste filament kan het gewenste model naar de printer gestuurd worden, welke afkomstig kan zijn uit je eigen CAD pakket of gedownload van het web, en kan de eerste print starten.
Na enkele uren ga je kijken hoever de print is en helaas kom je tot de ontdekking dat je beter wat langer bij de printer had kunnen blijven, bij het begin van het printen. Nu kom je er namelijk pas na enkele uren printen achter dat de print niet goed is blijven zitten aan het printoppervlak. Een of meerdere hoeken zijn namelijk los gekomen, wat ervoor zorgt dat de onderkant niet meer vlak is. Dit noemen we bij 3D printen “warping”.
Afbeelding 1: “Warping” bij 3D-printen.
Vervelend van die verloren uren, enkele meters filament maar voornamelijk de print zelf! Meestal kan de print nu als verloren worden beschouwt, omdat het niet meer overeenkomt met het gewenste model. In sommige gevallen is de print enkel bedoelt om een bepaalde vorm of maat te controleren in de werkelijkheid. Dan kan het zijn dat deze foutieve onderlaag niet van groot belang is en de print toch gebruikt kan worden, maar het zal vaker toch afbreuk doen aan het eindresultaat waardoor er een nieuwe print gemaakt zal moeten worden.
Wat gaat hier mis en belangrijker, hoe voorkom ik dit?
Voordat je de 3D printer gelijk bij het grof vuil wilt zetten na die foutieve eerste print, laten we eens kijken wat er precies gebeurd is. Bij FDM (Fused Deposition Modeling) printen, wordt een model opgebouwd door plastic te verhitten en vervolgens een vorm met een dunne draad, laag voor laag neer te leggen. Door het verwarmen en weer afkoelen van het materiaal, treedt echter vervorming op. Het materiaal zal namelijk uitzetten en weer krimpen. Dit effect, wat natuurlijk gewoon materiaaleigenschappen zijn, kan helaas wel heel nadelig werken bij 3D printen. Door het krimpen, zal het model namelijk de neiging hebben om krom te trekken wat kan resulteren in het loskomen van het model.
Aangezien we hier te maken hebben met materiaaleigenschappen, waarbij eigenlijk alle materialen dit in zekere mate zullen vertonen, zullen we hier niets anders mee kunnen dan er rekening mee houden. De materiaaleigenschappen gaan we namelijk niet veranderd krijgen. We zullen onze oplossing dus moeten vinden in het printen zelf, waarbij we gaan kijken naar manieren om de hechting van de print aan ons printbed zo optimaal mogelijk te krijgen. Hoe beter deze hechting, hoe kleiner namelijk de kans dat ons model zal kromtrekken.
De printer afstellen
Als eerste gaan we kijken naar de printer, want hier kunnen we ook een aantal oorzaken van warping terugvinden. Denk hierbij aan het printbed zelf, waarop ons model geplaatst wordt. De eerste laag is hierin heel belangrijk, al wil een goede eerste laag niet perse zeggen dat warping niet zal gebeuren, dit treedt namelijk pas later op wanneer het materiaal sterk afkoelt. Maar een sterke hechting kan wel veel voorkomen. Een juiste plaatsing van de printkop t.o.v. het printoppervlak is hierin cruciaal.

Afbeelding 2: Juist afstellen van het printbed.
Bij een te grote afstand van de nozzle (de “spuitmond” welke het filament daadwerkelijk op het printbed plaatst) en het printoppervlak, wordt het materiaal onvoldoende aangedrukt en kan deze los komen te liggen. Bij een te kleine afstand, heeft het materiaal niet voldoende ruimte om juist te hechten. Dit kan ertoe leidden dat het filament door te hoge druk direct omhoog komt en aan de nozzle blijft plakken. Ook kan dit teruggezien worden omdat de nozzle bij een te lage stand in het model kan gaan “krassen”. Dit is goed op de bovenste laag te zien.
De juiste afstand kan verkregen worden door het zogenoemde “Bed Leveling”. Alhoewel sommige printers hiervoor een automatische functie hebben, kan het nooit kwaad de volgende handmatige stappen ook uit te voeren. De afstelling kan simpel gecontroleerd worden door op verschillende plekken op het printbed de afstand tot de nozzle te controleren met een simpel A4’tje. Iets dikker papier heeft de voorkeur, maar door trial and error leer je vanzelf wat de ideale afstand is. Je zult het stuk papier namelijk tussen de nozzle en het printbed moeten bewegen, om de juiste hoogte van het bed in te stellen. De afstand is goed wanneer je bij het op en neer bewegen van het papier, de nozzle licht voelt “schrapen”. Doe dit bij alle hoekpunten en in het midden, om het bed juist af te stellen. Het afstellen, afgewisseld met wat testprints, zullen je uiteindelijk de perfecte afstelling geven.
Een handige extra feature bij veel printers is een verwarmd printbed. Klinkt aantrekkelijk niet? Net zoals jij en ik ’s ochtends ook liever blijven liggen in een warm bed, heeft een print ook de neiging om eerder te blijven liggen wanneer het oppervlak verwarmd is. De uitleg is hier heel simpel, door de hoge temperatuur van het bed (veelal 60° bij PLA) zal het model minder snel afkoelen waardoor de kans op kromtrekken ook sterk afneemt.
“Een beetje lijm doet wonderen!”
Hebben we het over hechting, dan zal ik ook vast niet de enige zijn die denkt aan een beetje lijm. Al klinkt het zo meer alsof we een hobby project aan het knutselen zijn, kan het toepassen van een dun laagje lijm veel helpen om het model aan het bed te laten hechten. Over welke lijm gebruikt moet worden zijn veel verschillende meningen en ervaringen, hier is dan ook geen “beste” in aan te wijzen. Wel is het belangrijk dat deze lijm in water oplosbaar is, zodat we hem naderhand ook gemakkelijk weer kunnen verwijderen van het printbed. Zogezegd zal een dun laagje van elke willekeurige lijmstick die je bij elke kantoorartikelenzaak kunt vinden volstaan. Let hier wel op dat je niet teveel gebruikt, gezien dit een grote laag lijm op het bed kan achterlaten wat uiteindelijk ook weer de nozzle kan verstoppen. Daarnaast kan (te)veel er ook voor zorgen dat je de print lastig kan verwijderen van het bed. In dit geval is minder dus beter. Vervolgens is het ook belangrijk om na iedere print het oppervlak weer schoon te maken met een nat doekje, om de achtergebleven lijmresten te verwijderen.
Temperatuurverschillen
Gezegd hebbende dat warping optreedt door de temperatuurverschillen in het model, is het natuurlijk ook belangrijk om te letten in welke omgeving de printer staat. Wanneer er namelijk veel luchtstromen zijn, zal dit het model ongewenst afkoelen. Wanneer de printer dus bijvoorbeeld onder een open raam staat, of onder een airco, kan dit ook eerder voor ongewenste afkoelingen van het materiaal zorgen. Om dit te voorkomen zijn er veel printers op de markt die een volledig gesloten behuizing hebben, om de temperatuur tijdens het printen beter onder controle te houden. Wanneer jouw printer deze niet heeft en het kopen, dan wel zelf maken van een behuizing voor de printer geen optie is, heeft het wel de voorkeur om na te denken over de plaatsing van de printer. Als laatste biedt de slicer (een programma welke we nodig hebben om ons model om te zetten naar een stapel werkinstructies voor onze printer) Ultimaker Cura nog een experimentele optie om een “Draft Shield” te printen. Dit is een dunne muur om het model heen, om ongewenste luchtstromen tegen te gaan.
Afbeelding 3: Draft Shield in Ultimaker Cura.
Printaanpassingen
Naast de printer, kunnen we ook nog verschillende trucs toepassen op het model zelf om het kromtrekken tegen te gaan. Krimp treedt overal in het model op, maar het gaat pas echt problemen opleveren bij grote oppervlaktes. Des te groter het oppervlakte, des te meer krimp er optreedt. Hier kun je dus al slim van gebruik maken door het model zo te oriënteren, dat het kleinste oppervlak van het model op het printbed staat. Wanneer het vlak van het model welke op ons printbed ligt daarnaast ook niet perse vlak hoeft te zijn, kan het lonen om hier verschillende uitsparingen in te zetten. Kleine openingen in het model die niet afdoen aan de functie ervan, kunnen wel bijdragen aan het minimaliseren van het te hechten oppervlak. Hoe kleiner deze dus weer wordt, des te kleiner de kans op warping.
Als laatste bieden de meeste slicers nog verschillende opties om deze gevolgen van krimp op te vangen. De meest bekende zijn de Raft en de Brim. Een Raft betekend vrij vertaald een vlot en zo kun je het eigenlijk ook zien. De print wordt als het ware op een zelf geprinte onderzetter geplaatst. Hierbij treden de krimp verschijnselen vaak alsnog op, maar hebben hier dan enkel nadelig effect op de Raft zelf. Het model zelf heeft door de betere hechting aan eigen materiaal hier geen last van. Nadeel van deze optie is de hoeveelheid extra materiaal die geprint moet worden, waardoor de materiaalkosten en de printtijd redelijk kunnen toenemen. Ook is het belangrijk om in de instellingen te letten op de “tussenruimte” tussen de Raft en het model. Wanneer deze onvoldoende is kan het model zich namelijk moeilijk laten verwijderen van het geprinte oppervlak.
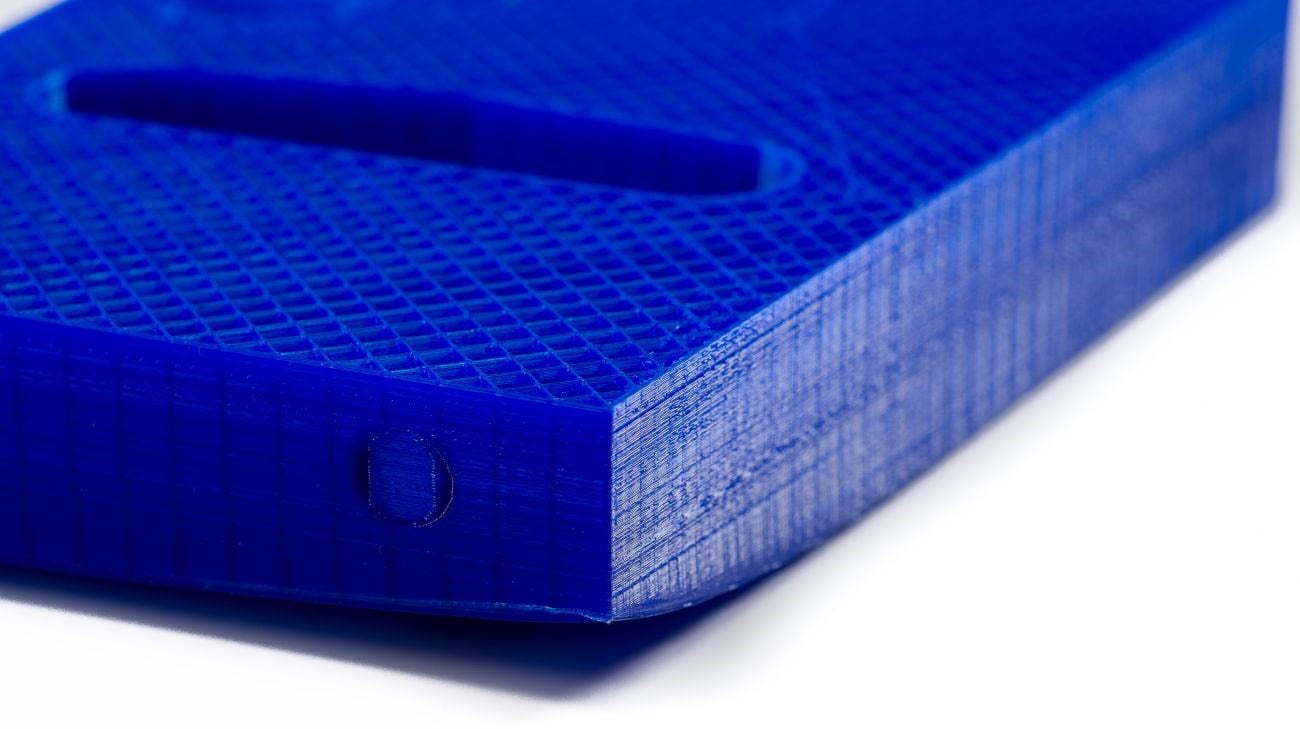
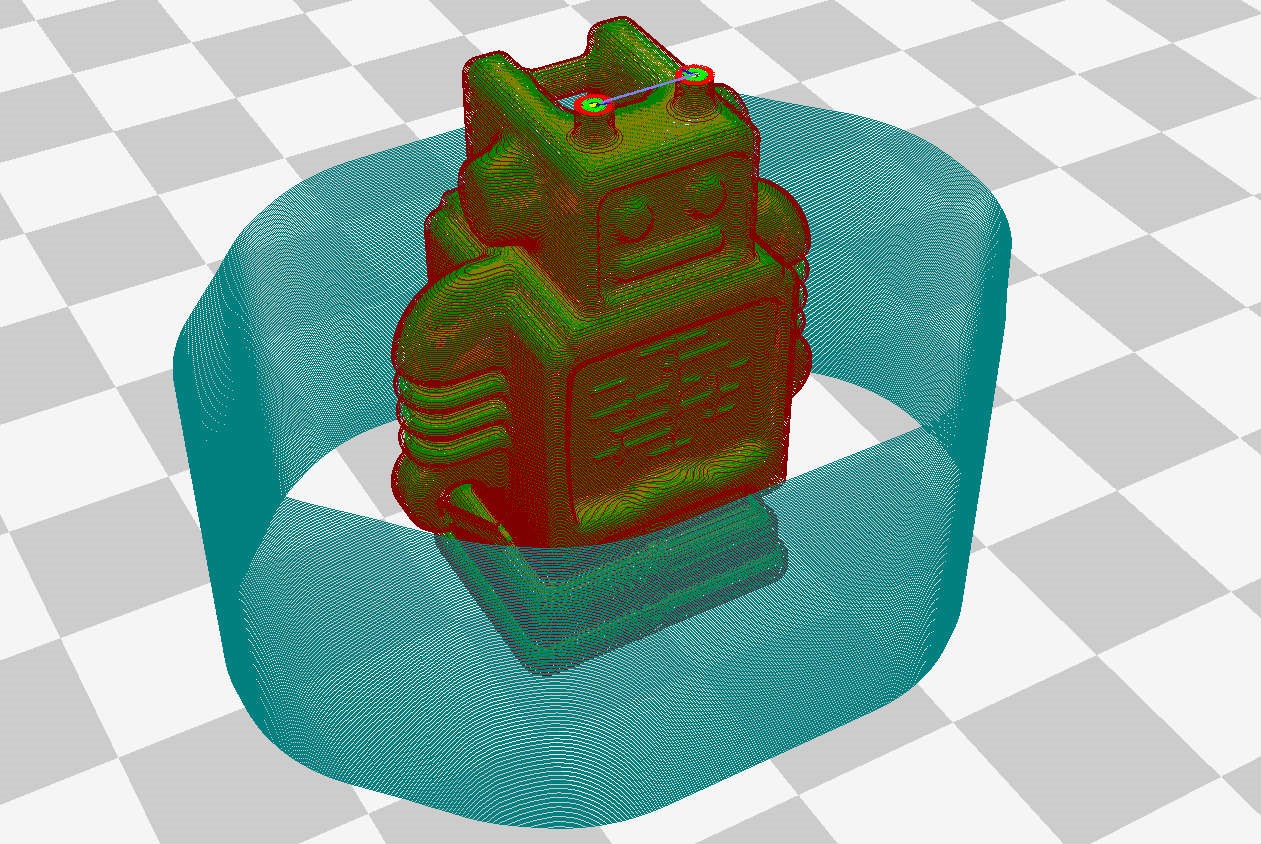
Een Brim plaats geen extra materiaal onder het model, maar deze legt een dun laagje om het model heen. Omdat we hiermee het totale oppervlak vergroten, zou dit in theorie de kans op warping juist vergroten. Maar we verplaatsen het op deze manier wel verder naar buiten. Zo gebeurt het vaak dat de Brim alsnog kromtrekt, maar blijft ons model wel intact. De Brim laat zich naderhand gemakkelijk verwijderen, door deze er simpelweg af te trekken. Wel kan het noodzakelijk zijn om de verbinding tussen de Brim en het model na te lopen, omdat hier soms nog wat resten achter kunnen blijven.

Afbeelding 4: Geprint met een “Brim”.
There is more to come!
Bij 3D printen zijn tal van factoren van invloed op het printproces en ons uiteindelijke model. Dit kan een reden zijn waarom we na het drukken op “Print” niet altijd gelijk de juiste uitkomst krijgen. Echter kun je met een paar simpele trucs toch al snel een bureau vol succesvolle prints krijgen (binnenkort ook maar eens een kleine bureaucontainer printen😉). Daarbij zul je ook merken dat 3D printen al lang niet meer enkel voor de hobby is. Momenteel wordt deze techniek al in tal van industrieën ingezet. De kans is dan ook groot dat jullie organisatie hier ook al gebruik van maakt of wil gaan maken!
Hopelijk ga je met deze tips snel en vol goede moed aan de gang met je eigen project. Hou verder onze blogs in de gaten voor meer tips! Mocht je in de tussentijd advies nodig hebben of gewoon eens met ons willen praten over wat de mogelijkheden voor jouw bedrijf kunnen betekenen, neem dan gerust contact met ons op via onze contactpagina. We staan altijd klaar om al je vragen over 3D printen te beantwoorden!