Een van de grootste problemen van 3D printen, is de printtijd. Waar vaak gekscherend wordt gezegd: “Dat 3D printen we wel even!”, kan die “even” al snel enkel uren betekenen. Hoe groter het onderdeel wordt, hoe langer het duurt. En alhoewel die enkele uren al vaak maar een schijntje zijn vergeleken met traditionele “subtractieve” methoden, kan het geen kwaad om soms ook nog eens kritisch naar printtijden te kijken. Want met een klein beetje extra aandacht, kunnen we aan die uren vaak nog het een en ander sleutelen om hier nog meer tijdswinst te halen!
Om onze printtijd te willen beïnvloeden, moeten we eerst kijken wat er van invloed is op de totale doorlooptijd van dit proces. Want wat zorgt er nu precies voor die printtijd?
De eerste en meest voor de hand liggende, is de grootte van het te printen object. Hoe meer er geprint moet worden, hoe langer dit duurt. “Logisch” hoor ik je denken. Alhoewel dit niet in alle gevallen ook zo is wat ik later nog zal toelichten, is het zeker wel een goede vuistregel. Er dient immers meer materiaal toegevoegd te worden.
"Sneller is dus zeker niet altijd beter.”
Vervolgens hebben printers vaak ook verschillende haalbare printsnelheden. Hiermee wordt bedoeld hoeveel mm filament er per seconde neergelegd kan worden. Nu kunnen we deze uiteraard wel altijd op maximaal zetten, dan is de print immers sneller klaar, maar helaas is dit in de praktijk niet altijd waar. De hechting van het materiaal is sterk afhankelijk van de snelheid, waardoor een te hoge snelheid er voor kan zorgen dat lagen slecht of niet hechten wat zorgt voor een onjuiste print, of in het slechtste geval dat de print opnieuw moet. Sneller is dus zeker niet altijd beter.
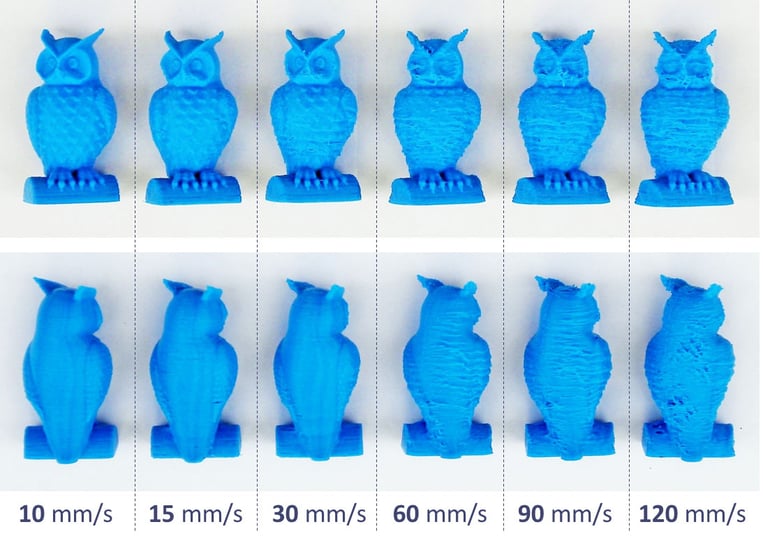
Afbeelding 1: De kwaliteit van de print is sterk afhankelijk van de gekozen snelheid.
De meeste slicers gaan echter vaak slim om met de verschillende onderdelen van een print. Denk hierbij onder andere aan brim/raft, walls en infill. Elk type heeft zijn eigen doel en daarom ook zijn eigen settings. Een infill hoeft bijvoorbeeld visueel niet “mooi” te zijn, deze heeft enkel als functie om het model ergens “op” te kunnen printen en daarnaast bij te dragen aan de stevigheid. Dat we deze daarom iets sneller printen dan de uitwendige oppervlaktes, komt onze printtijd enkel ten goede. De walls hebben daarentegen juist een lagere printsnelheid, omdat het visuele resultaat hier wel degelijk van belang is. Daarnaast worden wanden vaak ook geprint met meerdere lagen, om te zorgen voor minder doorzichtbaarheid en geven de print daarbij meer stevigheid. Beide factoren zorgen er voor dat wanden een langere printtijd hebben dan infills. Een simpel blok zal dus sneller te printen zijn, dan een geometrisch complex onderdeel welke in verhouding zelfs kleiner is. Alhoewel er dus minder materiaal geprint wordt, zorgt de grotere hoeveelheid buitenwanden (en dus groter omtrek) ervoor dat de totale printtijd toch langer is.
Zoals we in eerste instantie ook zeiden, hoe meer materiaal er geprint moet worden hoe langer het ook zal duren. Naast het model welke we willen printen, wordt er vaak ook materiaal toegevoegd met een ondersteunende functie. Een Raft of Brim welke we soms toevoegen voor een betere hechting van ons model aan het printoppervlak, maar ook supports zorgen allemaal voor extra materiaal welke we later weer verwijderen. Dit wordt enkel gebruikt om het printen mogelijk te maken. Echter hoe meer materiaal, hoe langer de printtijd. Dus naast het feit dat we deze materialen willen voorkomen omdat deze soms ook voor beschadigingen aan ons part zorgen, kan het reduceren van deze opties ook voor een kortere printtijd zorgen. Dus denk hier over na bij je ontwerp en oriëntatie op de printer. Heb je één overhangend deel in het model wat een flink aantal extra supports betekent, probeer deze dan anders te oriënteren of denk er zelfs aan om je model te splitsen om zo onnodige printtijd te voorkomen.
“Soms is een hol model voldoende.”
Dan kunnen we natuurlijk altijd nog kijken naar de infills. Want heel leuk allemaal die patroontjes, maar ik zie er uiteindelijk toch niks van. Hebben we deze eigenlijk wel nodig? Standaard wordt eigenlijk bij iedere print infill mee geplaatst, met een vullingsgraad van het model van rond de 20%. Dit is bij de meeste prints voldoende voor een goed resultaat waarbij er niet onnodig veel materiaal en tijd gestoken wordt in het printen van infills. Maar niet ieder model heeft infill nodig. Zoals eerder gezegd heeft infill als voornaamste reden het bieden van draagvlak om iets te kunnen printen. Wanneer wij een cubus zouden printen zonder infill, krijgen wij aan de bovenkant een ingevallen dak (afhankelijk van de totale oppervlakte). Onze printer zal namelijk rechte lijnen trekken om dit dak te creëren en wanneer hier geen ondersteuning wordt geboden, zullen deze lijnen naar beneden vallen voordat deze afgekoeld zijn. Enige infill is hier dus noodzakelijk.
Maar wanneer we een piramide rechtop printen, zal infill niet noodzakelijk zijn. Alle lagen die geprint worden hebben namelijk al ondersteuning, namelijk de laag eronder. Bij iedere laag is er al een eerdere geprinte laag met materiaal aanwezig, waarop de nieuwe laag gelegd wordt. Het model dient hier zelf al als ondersteuning. Infill is hier voor het model dus niet nodig. Het is slim om hier bij het printen rekening mee te houden en het model wellicht anders te oriënteren wanneer mogelijk. Het niet gebruiken van infills levert vaak een hoop tijdswinst op en daarbij bespaart het ook het nodige filament.
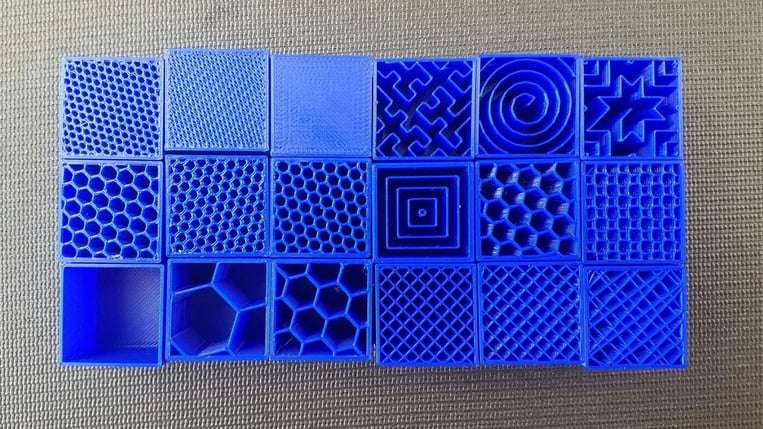
Afbeelding 2: Verschillende typen infills.
Waar ik graag een volgende keer in meer detail naar de verschillende settings van infill kijk, gezien we deze in de meeste gevallen toch willen of nodig hebben, wil ik wel aangeven om te kijken naar de hoeveelheid infill gezien deze van grote invloed is op onze tijd. Bij iedere print zal namelijk gekeken worden of we de infill nodig hebben, wat de functie is en wat zwaarder weegt, de printsnelheid of de kwaliteit die de infill biedt. Wanneer we deze infill toch nodig hebben, kunnen we wel het percentage en het type aanpassen, om zo met minimale infill toch het juiste model te krijgen in een zo kort mogelijke tijd. Want wanneer sterkte helemaal geen rol speelt, dan is het model vaak ook te printen met een veel lagere infill percentage.
“Nog een tandje sneller.”
Maar als we echt tijdwinst willen boeken, zullen we moeten kijken naar onze laaghoogtes. Waar ons model in laagjes is opgebouwd, heeft dit aantal een grote invloed op de totale printtijd. Wanneer we onze laaghoogte dus aanpassen zodat we minder lagen hebben, zal dit een positief effect hebben op de tijd. Vaak zijn er verschillende standaard laaghoogtes beschikbaar, die vaak ook samengaan met de kwaliteit van de print. Wanneer we namelijk een model hebben met kleine details of juist een model met veel rondingen, willen we deze laaghoogte zo klein mogelijk om hiermee het beste resultaat te krijgen. Wanneer wij visueel echter niet zoveel eisen hebben, of als er sprake is van een model met enkel vlakke kanten, dan kan het opschroeven van de laaghoogte het overwegen waard zijn. Neem als voorbeeld weer de cubus, wanneer we hier de laaghoogte verdubbelen, zal dat aan de vorm van onze print weinig veranderen. De lagen zullen iets beter zichtbaar zijn, maar het eindresultaat blijft hetzelfde. Wel kunnen we dit model sneller printen. Ook hier is het dus een afweging wat belangrijker is aan onze print, snelheid of kwaliteit.
Bij het aanpassen van de laaghoogte is het belangrijk om te kijken naar de precisie van de printer in de z-richting. Wat zijn namelijk de stappen die de printer kan maken in laaghoogtes? Dit is niet voor iedere printer hetzelfde. Daarnaast kunnen we de laaghoogte ook niet eindeloos opschroeven, in de praktijk wordt vaak gezegd dat de laaghoogte nooit groter mag zijn dan 75-80% van de nozzle grootte. Bij standaard instellingen worden de verschillende lagen namelijk iets op elkaar gedrukt, omdat de dikte van de draad die uit de printkop komt normaliter groter is dan de laaghoogte. Hierdoor “drukt” de printer de laag als het ware lichtjes op de volgende laag, wat voor een goede hechting zorgt. Wanneer we een laaghoogte zouden kiezen net zo groot, of zelfs groter dan de nozzle diameter, dan zouden de lagen gewoon op elkaar gelegd worden. Dan is de hechting puur afhankelijk van de koeling van het materiaal. Zorg er dan ook altijd voor dat de laaghoogte onder de diameter van de nozzle blijft.
Maar wanneer dit nog niet genoeg oplevert, kunnen we er ook voor kiezen om een andere nozzle te gebruiken, de printkop die ons materiaal verdeeld. Eigenlijk alle printers hebben wel de mogelijkheid om deze te vervangen, dit onderdeel kan namelijk ook slijten door bepaalde filamenten met opgeloste deeltjes of verstopt raken. Gelukkig kunnen we onze printer dan gewoon blijven gebruiken na het wisselen van de nozzle. In veel gevallen kunnen we deze dan ook vervangen met een nozzle met een grotere diameter. Waar de standaard eigenlijk vaak 0.4mm is, zijn er zelfs nozzles van 1.0mm beschikbaar. Gezien onze eerdere regel dat we onze laaghoogte nooit groter mogen zetten dan 75-80% van deze diameter, kun je je wel voorstellen dat deze grotere diameter nozzle veel tijdswinst kan opleveren. Wel zul je rekening moeten houden met minder fijne details. Wanneer je juist voor detail gaat, kun je ook kiezen voor een kleinere nozzle van bijvoorbeeld 0.2mm. Let hierbij wel op dat deze eerder verstopt kan raken bij filamenten met bijvoorbeeld houtdeeltjes. Daarnaast is het nooit verkeerd om een (setje) nozzles op voorraad te hebben, voor het geval deze uiteindelijk wel vervangen moet worden. Want anders wordt je printtijd opeens een heel stuk langer (helaas ook op de harde manier geleerd 😉).
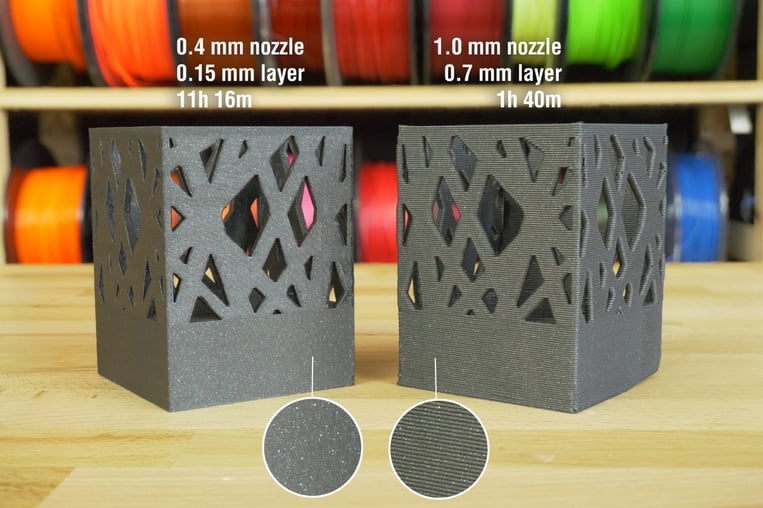
Afbeelding 3: Model geprint met verschillende laaghoogtes.
“Een goede planning kan ook bij 3D printen veel tijdswinst opleveren.”
Als laatste wil ik het nog hebben over een stuk planning. Alhoewel dit niet van invloed is op de printtijd van ons model, heeft dit wel betrekking op de totale printtijd van onze printer. Want wanneer we alles hebben geprobeerd om onze printtijd te verkorten en we aan de limieten zitten om nog wel een goed model te krijgen, kunnen we soms nog wel wat tijd winnen met het goed plannen van onze verschillende prints. Nogmaals, wanneer we het hier slechts over één print hebben is dit niet van sprake, maar ik zal niet de enige zijn die meerdere prints in de wacht heeft staan. De totale printtijd van deze meerdere modellen kan ik wel beïnvloeden door slim gebruik te maken van mijn aanwezige tijd. Denk hierbij aan een printer op kantoor, waar ik van 8:30 tot 17:00 uur aanwezig ben. Ik kan slechts in deze uren een nieuwe print starten en wanneer mijn model dus om 17:15 uur klaar is, zal onze printer tot de volgende ochtend “stil” staan. Door vooraf de printtijden te laten berekenen en hier rekening mee te houden door te zorgen dat er nog een print gestart kan worden voordat je het kantoor verlaat, maken we optimaal gebruik van onze printtijd. Zo kan ik in dezelfde tijd misschien toch meer prints krijgen.
Ik hoop dat ik je met het lezen van deze blog weer genoeg handvaten heb gegeven om aan de slag te kunnen met je eigen prints. Er zijn tal van parameters waaraan we kunnen sleutelen om onze printtijd te beïnvloeden. Hierbij is het altijd belangrijk om een afweging te maken tussen snelheid, en de kwaliteit van de gewijzigde factoren. Waar we alles kunnen tweaken om binnen korte tijd onze print te krijgen, kan het ook zomaar zijn dat we er niks aan hebben en nog meer tijd kwijt zijn om deze opnieuw te maken. Maar een print die uren bezig is door een infill van 75% waar we het model enkel nodig hebben voor de maatvoering, is weer zonde van de tijd. Kies je parameters dus zorgvuldig.
Wanneer je er toch niet uitkomt, of met ons in contact wil komen over de mogelijkheden van 3D printen, ga dan naar onze contactpagina en laat je bericht achter. Ik kom graag met je in gesprek!
💡 Tip
We bieden een 1 daagse training waarin we samen door de beginselen van 3D printen lopen.