Vullingspercentage, patronen, lijndiktes, iedereen die bekend is met 3D printen heeft wel eens gehoord van infill. Met deze term wordt de vulling van een 3D geprint model bedoeld. Want anders dan traditioneel verkregen onderdelen, zijn 3D prints veelal niet massief. Omdat bij deze techniek de productietijd toeneemt aan de hand van de hoeveelheid toe te voegen materiaal en een massief onderdeel veelal ook niet perse bijdraagt aan de functie van het onderdeel, zijn 3D prints meestal voor een deel gevuld met lucht. Maar binnen de groep van infill settings valt nog een hoop te wijzigen, dus wat moet je kiezen?
Wanneer je een onderdeel aan het prepareren bent voor je printer, wordt er vaak standaard al een infill patroon met vullingsgraad ingegeven. De standaard settings geven in de meeste gevallen een prima eindresultaat, maar wanneer we wat hogere eisen gaan stellen is het goed om eens kritisch hiernaar te kijken. Zoals ik in mijn vorige blog ook heb uitgelegd, is het namelijk niet altijd perse nodig om infill te gebruiken. Wanneer het model geen infill vereist omdat het model bijvoorbeeld zelf voldoende ondersteuning biedt om te kunnen printen en we ook geen eisen hebben aan de sterkte van ons model, kunnen we ervoor kiezen om een vullingsgraad van 0% te gebruiken. Hiermee krijgen we een hol model, maar wel eentje die sneller klaar is en minder materiaal kost. Het kan dus ook zeker voordelen bieden.
Afbeelding 1: Vulling van een 3D geprint onderdeel.
“Wat een keus!”
Maar vaker zal er toch wel een infill gekozen worden, al is het maar omdat de opbouw van jouw model dit vraagt. Er moet immers altijd iets zijn om “op” te printen, daarvoor leent de infill zich ook vaak. Als we dan gaan kijken naar de settings, zien we verschillende mogelijkheden. Allereerst wil ik kijken naar de patronen, de vorm die wordt gebruikt om de “binnenkant” van het model te vullen, want ook daar is al veel in te kiezen. Veelgebruikte patronen zijn bijvoorbeeld "Lines" of "Triangles". De verschillende infill types hebben ieder hun eigen kwaliteiten. Over het algemeen zie je infills die je kunt onderverdelen in de volgende categorieën: standaard, snel, sterk en flexibel. Hieronder een klein overzicht van veelvoorkomende infill patronen en hun kwaliteit.
Standaard: infill bedoelt voor de meeste, geen veeleisende, prints
Voorbeelden: Grid, Triangles, Tri-hexagon
Snel: wanneer tijd de belangrijkste factor is en kwaliteit en sterkte hierop mogen inleveren
Voorbeeld: Lines
Sterk: deze infills zijn juist bedoelt om het model meer sterkte te geven
Voorbeelden: Cubic, Octet, Quarter cubic
Flexibel: bij het gebruik van flexibele materialen zorgen deze infills voor de juiste bewegingsvrijheid in het model
Voorbeelden: Concentric, Cross
Wanneer je al eens geëxperimenteerd hebt met deze mogelijkheden, zul je ook gemerkt hebben dat de verschillende structuren ook invloed hebben op de materiaalkosten en printtijden. Sommige patronen vereisen vele malen meer materiaal, door de complexere vorm. Daarentegen bieden deze dan vaak ook weer meer stevigheid, waardoor het de extra’s wel waard is. Maar niet ieder patroon is hetzelfde en een juiste keuze kan je veel opleveren. Kijk dus kritisch naar je model, de functie en maak hieruit de juiste keuze. Zomaar eentje kiezen, kan zomaar meer kosten dan dat het oplevert.
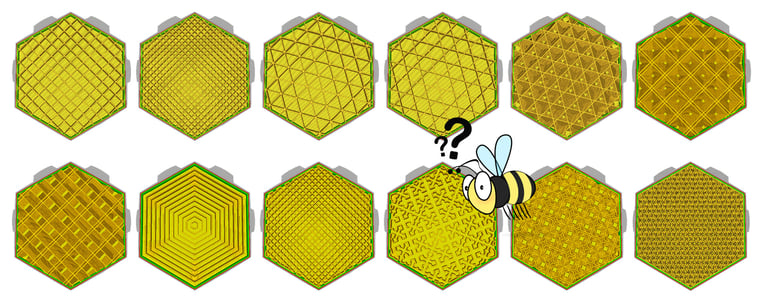
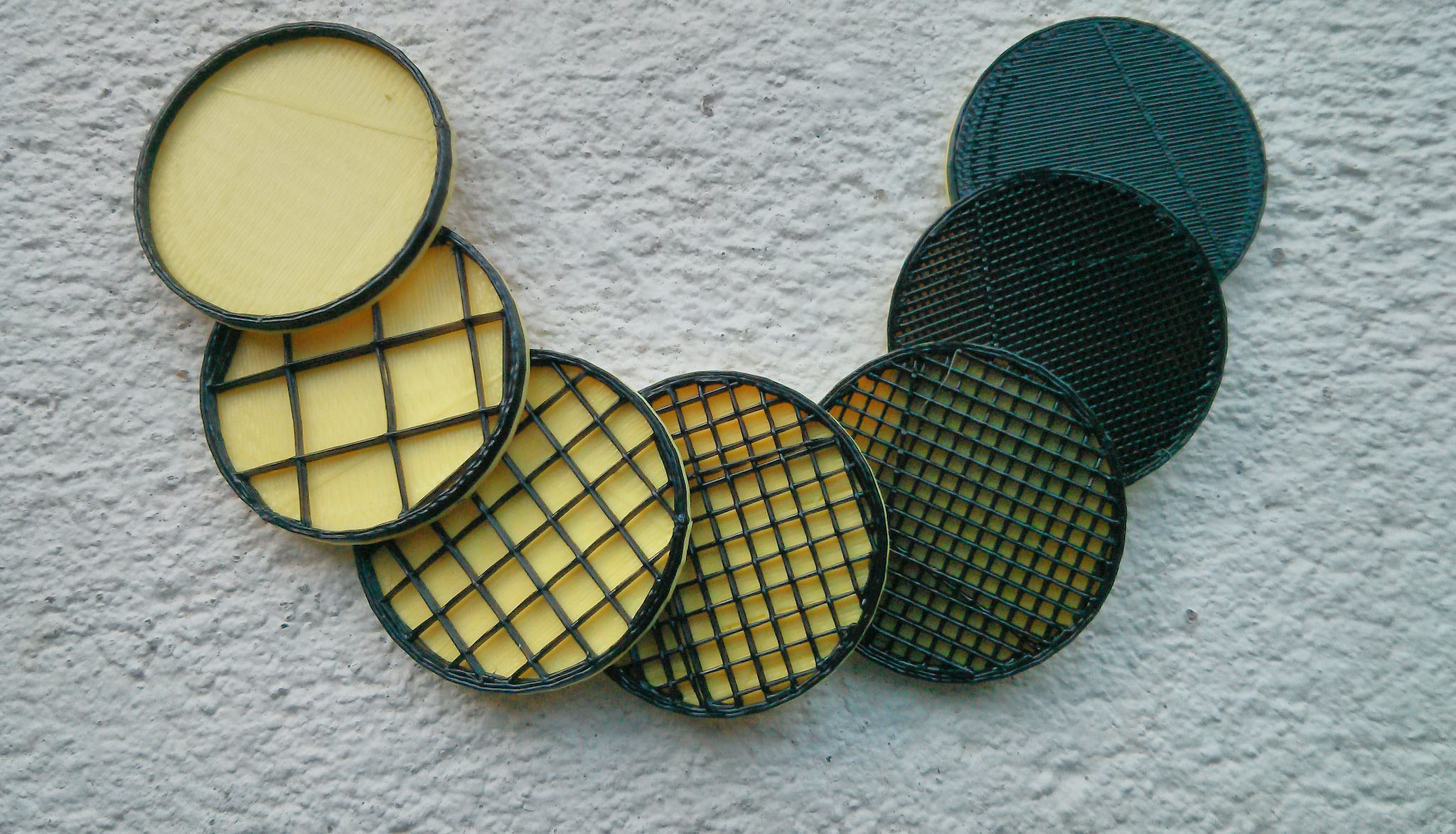
Afbeelding 2: Ultimaker infill patronen.
"Hoe meer materiaal hoe beter, toch?”
Dan de vulgraad. Waar we deze natuurlijk van 0 naar 100% kunnen zetten, is het belangrijk hier een afweging te maken. Want wat is uiteindelijk je doel? Moet de printer zo lang mogelijk aan staan en wil je de rol filament er zo snel mogelijk doorheen hebben? Dan is 100% misschien een goede overweging. Maar ik kan haast geen scenario voorstellen dat dit het uitgangspunt is. Veelal wordt een 100% infill gebruikt om de hoogst haalbare sterkte te krijgen, omdat we op deze manier een massief model hebben. Toch zijn er andere manieren om dezelfde, of misschien wel meer sterkte te krijgen met minder materiaal en tijd. Sterkte is namelijk niet alleen afhankelijk van de hoeveelheid materiaal, maar zeker ook van de richting waarin het model wordt belast. Een massief model die wordt belast in de richting van de layers, kan zomaar minder goed presteren dan een model met een lager infill percentage maar waarbij de belasting loodrecht op de lagen staat.
Daarbij moet opgemerkt worden dat prints met 100% infill zo weer hun eigen problemen hebben. Hoe meer materiaal er namelijk gebruikt wordt, hoe meer krimp er zal optreden. Je kan je dus wel voorstellen dat bij een massieve print redelijk veel krimp zal optreden, waarbij dit voor foutieve prints kan zorgen. Daarnaast bestaat een massieve print nog steeds uit dezelfde lagen als iedere andere print, waarbij de zwakte in de verbinding tussen deze lagen zit. Dit betekend dus niet dat we hetzelfde “massief” hebben als een massief blok verkregen uit bijvoorbeeld een spuitgietproces.
Maar wanneer jouw model misschien gewoon wat meer gewicht vraagt, zodat het bijvoorbeeld beter blijft staan bij een beetje wind, dan kan het opschroeven van de infill percentage al snel de juiste keuze zijn waarbij de toename in materiaal en tijd makkelijk te verantwoorden zijn. Maar voor alle toepassingen geldt dat er goed nagedacht moet worden over de daadwerkelijke functie en wat daarbij de juiste infill settings zijn.
“Let op je snelheid.”
Net als bij de rest van je model, kunnen we ook voor onze infill een snelheid aangeven. En waar we normaal moeten uitkijken dat we niet te snel willen gaan om kwaliteit te behouden, geldt dit ook voor onze infill. Want het uiterlijk van onze infill is natuurlijk niet van belang, maar de kwaliteit is wel bepalend voor de sterkte van ons model. Ga daarom ook niet te snel en probeer verschillende snelheden. Controleer het resultaat van de infill tijdens het printen, is het infill patroon correct opgebouwd, of vertoont het problemen? Wanneer de structuur er zwak uitziet, probeer de print dan nogmaals met een lagere snelheid.
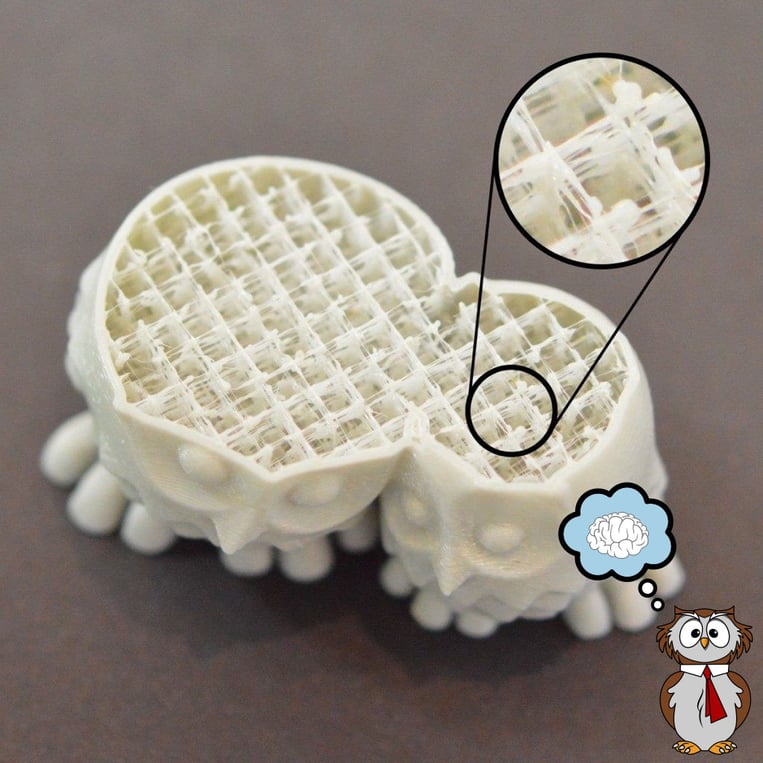
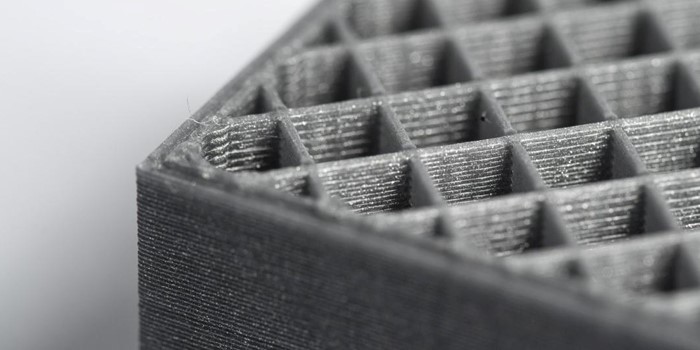
Afbeelding 3: Slechte kwaliteit infill zorgt voor een minder sterke print.
Problemen zoals in bovenstaande afbeelding kunnen een resultaat zijn van verkeerde infill settings. In dit soort gevallen is het niet alleen zaak om te kijken naar de gekozen snelheid van je infill, maar ook de extrusion width. Wanneer het bijstellen van de snelheid niet voldoende resultaat geeft, kan het verhogen van de lijndikte van je infill soms de juiste oplossing zijn om de juiste stevigheid te creëren. Hiermee wordt de inwendige structuur opgebouwd met meer materiaal wat kan zorgen voor een meer solide inwendige structuur.
“Slim omgaan met de settings.”
Wanneer we toch iets meer stevigheid willen creëren, kunnen we inderdaad simpelweg ons infill percentage hoger zetten. Maar we kunnen ook kijken of we op een slimmere manier wat stevigheid kunnen winnen, alleen dan zonder de extra materiaal en tijdsinvestering. De sterkte van ons model wordt zoals inmiddels bekend, voor een deel bepaald door onze infill (holle modellen kunnen zelf ook al redelijk wat kracht opvangen, probeer maar eens een holle 3x3cm geprinte kubus kapot te gooien). Een goed opgebouwde inwendige structuur is dus van groot belang.
We hebben al gezien dat we verschillende patronen kunnen kiezen, die bijdragen aan een stevigere print. Ook kunnen we met het vulpercentage invloed uitoefenen en dienen we daarnaast te letten op de snelheid en eventueel lijndikte voor een degelijk resultaat. Een andere tip die ik wil meegeven, is de infill extrusion width. Waar infill percentage de hoeveelheid materiaal bepaald die per laag neer gelegd wordt, bepaald de extrusion width de grootte van het patroon. Een hoger infill percentage geeft meer vulling tegen de kosten van meer materiaal, een lagere extrusion width geeft meer spreiding van het materiaal maar tegen de kosten van de lijndikte. Beide geven dus een dichtere infill structuur, waarbij de laatste optie geen extra printtijd en materiaal kost. Wanneer dit gebruikt wordt met de juiste snelheid, zal dit ook stevig resultaat geven.
Na het lezen van deze blog weet je hopelijk ook iets beter hoe je de infill kunt tweaken en wat je moet dan als het niet goed gaat. Mocht je toch nog tegen problemen aanlopen, of andere 3D print gerelateerde vragen hebben, neem dan gerust contact met ons op.
Benieuwd naar mijn volgende blog? Houd onze kanalen in de gaten of abonneer je op onze nieuwsbrief.
💡 Tip
We bieden een ééndaagse training waarin we samen door de beginselen van 3D printen lopen.